联系人:解经理
手 机:13957451893
网 址:www.jiaruitf.com
地 址:慈溪市崇寿镇绿色农产品加工基地绿园一路238号
在焊接通风管道分管时,为避免出现裂纹,可从以下几个方面进行把控:
焊前准备
材料选择与检验
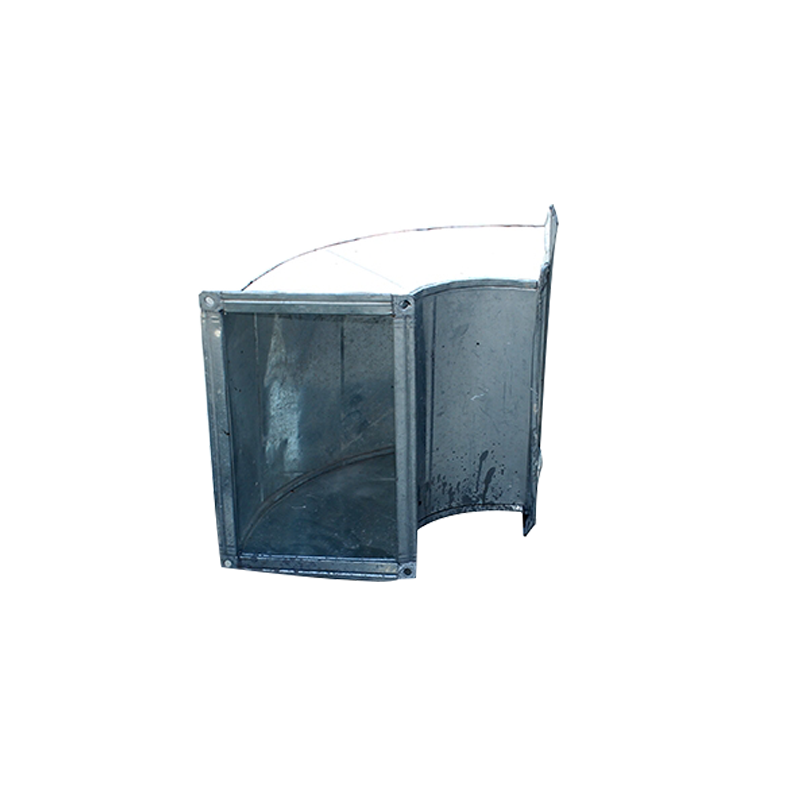
严格挑选符合设计要求和质量标准的管材及焊接材料。镀锌风管生产厂家不同材质的通风管道,对焊接材料的匹配性要求不同。比如,焊接不锈钢通风管道时,要选用与之成分匹配的不锈钢焊条或焊丝,以保证焊缝的化学成分与母材相近,提高焊缝的抗裂性能。
仔细检查管材和焊接材料的质量,查看是否有裂纹、砂眼、锈蚀等缺陷。对于有质量问题的材料,坚决不予使用。
管道清理
彻底清除管道焊接部位及其周围的油污、铁锈、水分等杂质。可以使用砂纸打磨、化学清洗等方法,使焊接表面露出金属光泽。杂质的存在会影响焊缝的质量,增加裂纹产生的可能性。
清理后的管道应及时进行焊接,避免再次生锈或沾染杂质。
预热处理
根据管材的材质、厚度和焊接环境等因素,确定是否需要进行预热处理。对于一些高碳钢、合金钢等材质的通风管道,预热可以降低焊接区域的冷却速度,减少焊接应力,从而防止裂纹的产生。
预热温度和预热范围应根据相关标准和经验进行合理确定。例如,对于厚度较大的碳钢管道,预热温度可能需要达到 100 - 200℃。
焊接过程控制

焊接工艺选择
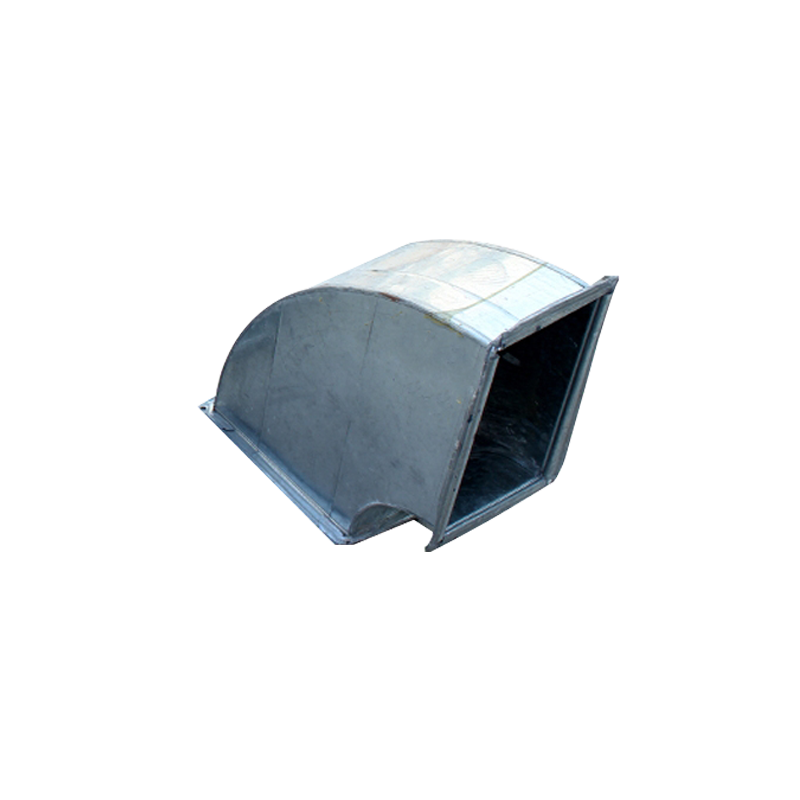
根据管道的材质、厚度和焊接位置等,风管止回阀价格选择合适的焊接工艺。常见的焊接工艺有手工电弧焊、气体保护焊等。不同的焊接工艺有不同的特点和适用范围,应根据实际情况进行选择。
对于薄板通风管道,气体保护焊可能是更好的选择,因为它具有焊接速度快、变形小等优点;而对于厚板管道,手工电弧焊可能更合适。
焊接参数调整
合理调整焊接电流、电压、焊接速度等参数。焊接电流过大,会使焊缝过热,导致晶粒粗大,降低焊缝的韧性,容易产生裂纹;焊接电流过小,则会使焊缝熔合不良,也可能引发裂纹。
焊接速度过快,焊缝冷却速度加快,会增加焊接应力,容易产生裂纹;焊接速度过慢,则会使焊缝过热,同样不利于焊缝质量。因此,要根据管道的材质和厚度等因素,精确调整焊接参数。
焊接顺序与操作方法
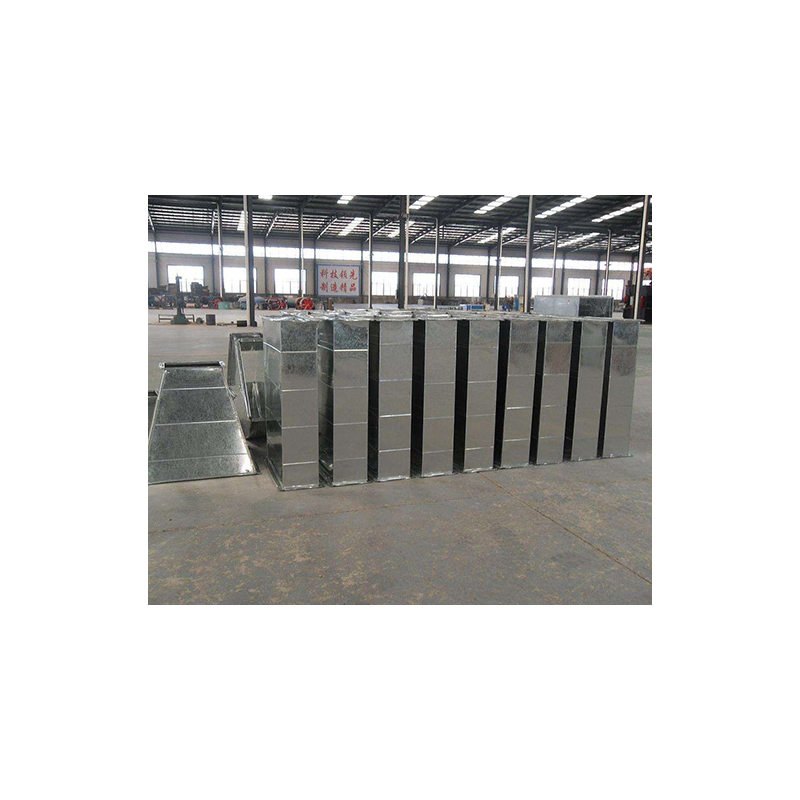
制定合理的焊接顺序,尽量减少焊接应力的积累。例如,对于大型通风管道的焊接,可以采用分段焊接、对称焊接等方法,使焊接应力均匀分布,避免应力集中导致裂纹。
焊接过程中,要保持焊接操作的稳定性,避免出现断弧、起弧过快等情况。起弧和收弧时,风管加工要注意填满弧坑,防止弧坑裂纹的产生。
焊后处理
缓冷处理
焊接完成后,对焊缝进行缓冷处理。可以采用保温材料覆盖焊缝,使焊缝缓慢冷却,降低冷却速度,减少焊接应力。缓冷处理对于一些容易产生裂纹的材质尤为重要。
消除应力处理
根据需要,对焊接后的通风管道进行消除应力处理。常见的方法有热处理、振动时效等。热处理可以通过加热和冷却的过程,使焊接应力得到释放;振动时效则是通过振动使金属内部的微观结构发生变化,从而降低焊接应力。
质量检查
焊后对焊缝进行全面的质量检查,包括外观检查和无损检测。及时发现焊缝表面和内部的裂纹等缺陷,并采取相应的修复措施。对于微小裂纹,可以采用打磨、补焊等方法进行处理;对于严重的裂纹,可能需要重新焊接。