联系人:解经理
手 机:13957451893
网 址:www.jiaruitf.com
地 址:慈溪市崇寿镇绿色农产品加工基地绿园一路238号
镀锌钢板通风管道的制作工艺主要包括以下步骤:
材料准备
选用符合设计及合同要求的镀锌钢板,其镀锌层厚度应达标,表面不得有严重损坏现象,如 10% 以上的花白、锌层粉化等 。
准备连接所需的角钢、扁钢等型钢,以及螺栓、螺母、铆钉等紧固件,确保其规格、型号符合要求,且质量合格.
剪板下料
按照设计尺寸,使用剪板机对镀锌钢板进行精确剪裁,地理段厂家确保剪裁后的板材尺寸准确、边缘整齐,为后续的加工制作提供良好的基础.
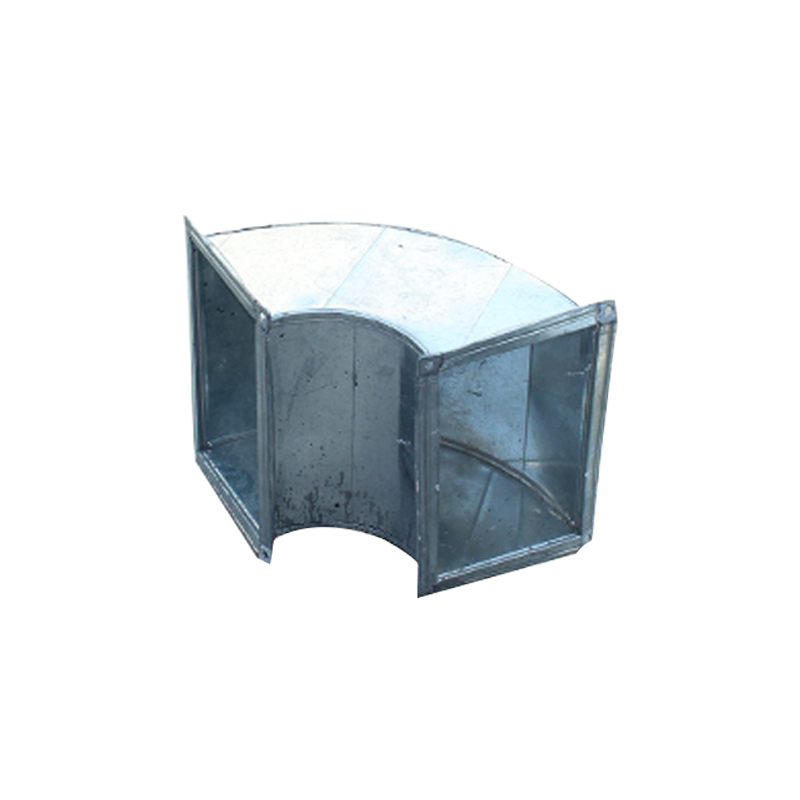
咬口制作与连接
咬口是镀锌钢板风管连接的常用方式,一般采用机械咬口或手工咬口。咬口时,要确保咬口缝紧密、宽度一致,折角平直,圆弧均匀且两断面平行.
风管板材拼接的咬口缝应错开,不得有十字型拼接缝,以保证风管的强度和密封性.
当板厚小于或等于 1.2mm 的风管与角钢法兰连接时,应采用翻边铆接,螺旋风管翻边应紧贴法兰,翻边量均匀,宽度一致,为 6~9mm,铆钉间距为 100~150mm,且数量不少于 4 个.
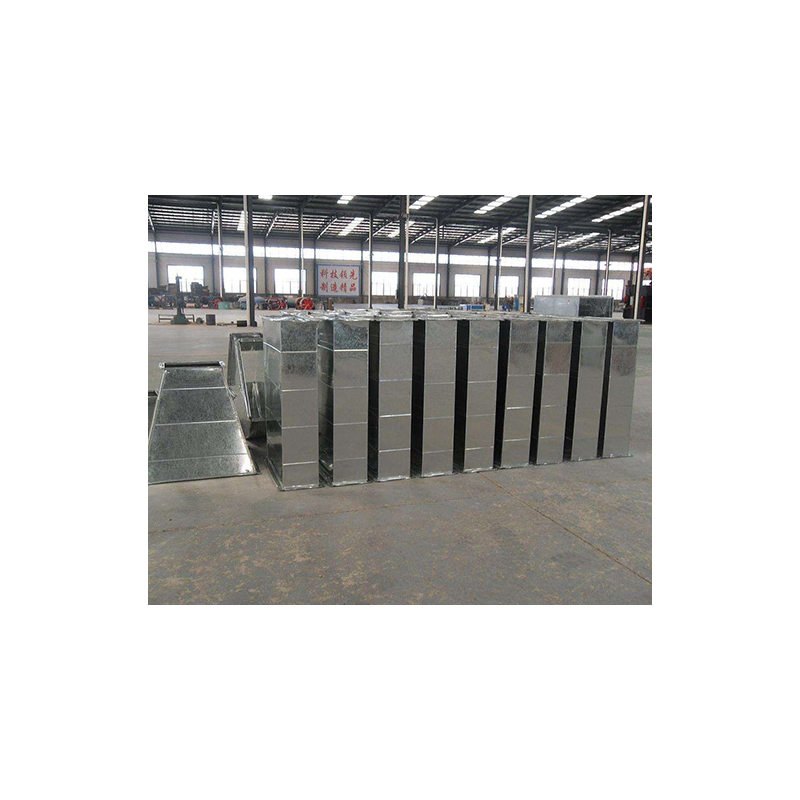
组装
将咬口连接后的镀锌钢板按照设计要求进行组装,形成完整的风管形状,注意风管的平整度和垂直度,确保风管的外观质量和尺寸精度.
焊接
镀锌钢板风管一般不得采用焊接连接,不锈钢风管加工但在一些特殊部位,如风管与法兰的连接等,可根据需要进行焊接。焊接时,要确保焊接质量,焊缝应饱满、无气孔、夹渣、裂纹等缺陷,焊接后需对变形的钢板进行矫正.

法兰加工与安装
根据风管的尺寸和设计要求,风管共板法兰制作相应的角钢法兰或扁钢法兰。法兰表面应平整,以防止漏风,螺栓孔的间距应均匀,且不大于 150mm ,法兰的内径应比风管外径略大 2~3mm.
将制作好的法兰与风管进行连接,可采用翻边铆接、翻边点焊或满焊等方式,确保法兰与风管连接牢固、紧密,翻边尺寸符合要求,无孔洞、裂缝等缺陷.
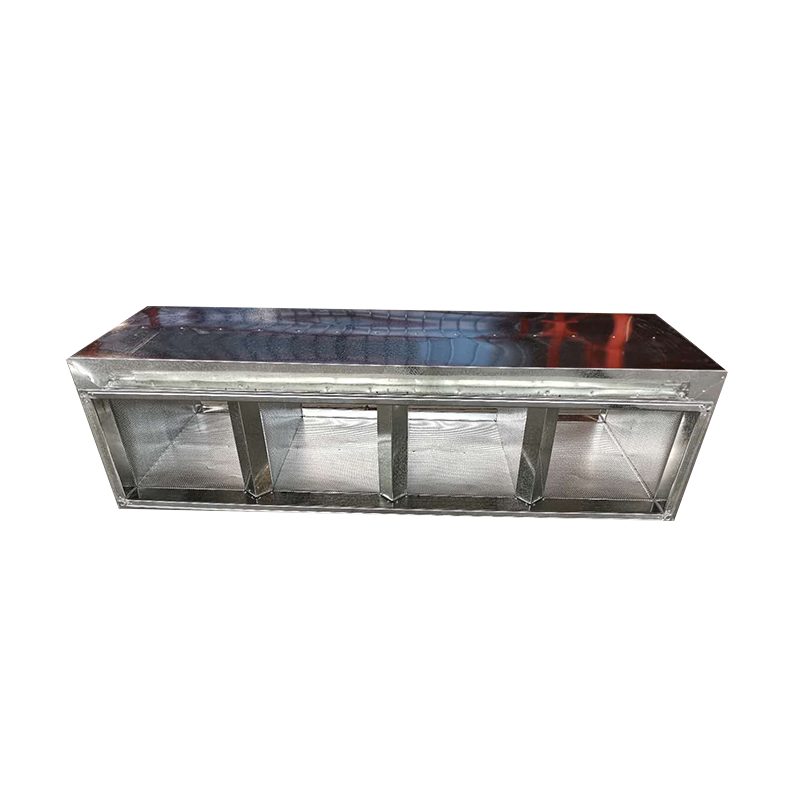
加固措施
当矩形风管边长大于 630mm、保温风管边长大于 800mm,或管段长度大于 1250mm,或低压风管单边平面积大于 1.2m²,中、高压风管大于 1.0m² 时,应采取加固措施,如设置角钢加固框、内支撑等,以增强风管的强度和稳定性,防止风管在运行过程中发生变形.
防腐处理
虽然镀锌钢板本身具有一定的防腐性能,但在制作过程中,除尘螺旋风管安装可能会对镀锌层造成损坏,因此需要对风管进行防腐处理。可采用喷涂、刷涂等方式,在风管表面涂上一层防腐漆,以提高风管的防腐性能,延长其使用寿命.
质量检查与验收
完成风管制作后,应按照相关标准和设计要求,对风管的尺寸、形状、咬口质量、全焊接通风管批发焊接质量、防腐处理、加固情况等进行全面的质量检查与验收,确保风管的制作质量符合要求,能够满足通风系统的正常运行.